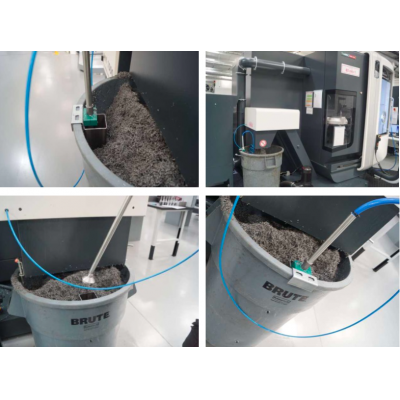
Oszczędzacz chłodziwa Wogaard w użyciu w Progressive Technology.
Zapewniając zaawansowane usługi obróbki CNC dla większości wiodących sektorów przemysłu zaawansowanego technologicznie, Progressive Technology z siedzibą w Newbury, w metodach i możliwościach, znacznie się zmieniło od miejsca, w którym firma rozpoczęła działalność. Jednak pod względem geograficznym w ogóle się nie poruszył, ponieważ rodzinny biznes powstał początkowo w Overton, na obrzeżach Basingstoke, niecałe 30 minut drogi. Kiedy właściciel firmy przejął od ojca w 1995 r. Małą firmę produkującą narzędzia i narzędzia, zainwestował w elektrodrążarkę drutową i technologię obróbki CNC, aby w tym czasie zaspokoić potrzeby klientów.
Następnie około 7 lat temu firma zainwestowała w 5-osiową technologię obróbki CNC, gdy dostawca komponentów Formuły 1 z Newbury postanowił zawiesić swoje narzędzia. „Przejęliśmy budynek i część zasobów obrabiarek”, wspomina Ashley Mizen, inżynier ds. Ulepszeń. „Chociaż nie przejęliśmy firmy. Klienci sportów motorowych spoglądali na nas, aby wypełnić lukę, która została. Mieliśmy sprzęt i pojemność, więc zastosowaliśmy naszą wiedzę inżynierską do różnych projektów i stamtąd rosła.
„Mieliśmy wtedy 5-osiową witrynę w Newbury oraz tokarki i frezarki pionowe w Overton. Przechodziliśmy od siły do siły i przenieśliśmy całe frezowanie do oryginalnej witryny Newbury. Wraz z zakupem większej liczby maszyn doszło do punktu, w którym mogliśmy pęknąć, więc zaczęliśmy rozglądać się po Newbury po inne miejsca, a następnie kupiliśmy nasz obecny obiekt około trzy lata temu. ”
Po przeprowadzeniu szeroko zakrojonego programu remontowego jednostka o powierzchni 5 000 m2 była gotowa do pracy, ale możliwość przeniesienia się między ruchliwymi okresami sezonu sportów motorowych wynosiła zaledwie dwa tygodnie. „Przenieśliśmy obrabiarki, które trzymaliśmy, i zastąpiliśmy kilka innych. Nasz stary Mikron został zaktualizowany o nowy Mikron HPM600U. Dwie nowe DMG 40 eVos wraz z dwoma nowymi DMG 60 eVos zostały również dodane do listy zakładów ”, mówi Ashley Mizen.
Filozofia ta inwestycja nadal jako firma rozrosła się z trzech centrów obróbczych CMS wzór 5-osiowych dodanych obok dwóch nowych centrów obróbczych 5-osiowa Hedelius i DMG DMU 50. On kontynuuje: „Jesteśmy bardzo szybka reakcja biznesu; mamy książkę zamówień, która często się zmienia. Współpracując ze wszystkimi największymi zespołami F1, nieustannie inwestujemy w nowe technologie. Wyróżniamy nasze maszyny bardzo wysoko, z wieloma dodatkowymi funkcjami, które sprawiają, że są tak wydajne i wszechstronne, jak to możliwe. ”
Obecnie 60-osobowa wysoko wykwalifikowana siła robocza działa 7 dni w tygodniu, 24 godziny na dobę. Cięte materiały obejmują pełną gamę tworzyw konstrukcyjnych, stali nierdzewnych, poddanych obróbce cieplnej stali narzędziowych, stopów aluminium 7, tytanu i żaroodpornych, takich jak Inconel, a także kompozytów z metalową osnową krzemową z zastosowaniem narzędzi PCD. Wszyscy pracownicy są uprawnieni i zaufani, aby je dostarczyć, jak mówi Ashley Mizen: „chodzi o to, aby właściwe prace trafiły do właściwego inżyniera”.
Wielkości partii różnią się, klienci sportów motorowych mogą zamówić 12 części; sześć z każdej ręki, podczas gdy precyzyjne elementy medyczne są zwykle 500 off. „Jednym z największych problemów jest dla nas obróbka maszynowa przy użyciu wysokiego ciśnienia przez chłodziwo wrzeciona, dzięki czemu maszyny mają tendencję do zalewania, chyba że cały czas trzymamy przenośniki na wióry. Jednak to wkrótce wypełnia pojemniki na wióry płynem chłodzącym. ”
„Kiedy zasady dotyczące złomu zmieniły się ostatnio, zdecydowaliśmy się skorzystać z usług jednego dostawcy usług, ale nie chcieli oni zabierać naszego złomu. Mieliśmy system, w którym pojemniki na wióry były ładowane do urządzenia, a następnie wywracane do drenażu. Był to nieuporządkowany i bardzo nieefektywny proces. Przeprowadziła go para ludzi i nie można było czystego opróżnić opiłków. Miał on również potencjalne zagrożenie ze względu na rozlanie płynu chłodzącego na podłogę warsztatu. Mieliśmy również pełnoetatową osobę zajmującą się konserwacją uzupełniającą płyn chłodzący w studzienkach obrabiarek ”- wyjaśnia Ashley Mizen.
System recyklingu chłodziwa Wogaard został wprowadzony do firmy przez dyrektora sprzedaży Jason Hutt, który wspomina: „Wszyscy w Progressive Technology dostrzegli korzyści wynikające z zastosowania oszczędzania chłodziwa, ale obciążenie utrudniło dopasowanie urządzeń do maszyn. . Ich dopasowanie zajmuje około 20 minut, ale harmonogram był napięty, nawet tak małej przerwy nie udało się znaleźć. ”
Ashley Mizen dodaje: „Zatrzymaliśmy wybraną maszynę, aby pasowała do oszczędzania płynu chłodzącego, gdy zidentyfikowaliśmy problem z płynem chłodzącym w koszu na wióry w konkretnej pracy. Nie byliśmy pewni, ile czasu zajmie dopasowanie, więc niechętnie zatrzymywaliśmy maszynę podczas naszego intensywnego okresu. Odkryliśmy, że zamontowanie początkowej jednostki próbnej na maszynie wcale nie zajęło dużo czasu, ale modyfikacja naszych pojemników na wióry w celu dostosowania do oszczędzania chłodziwa była procesem czasochłonnym. Testowaliśmy pierwszą jednostkę przez kilka tygodni i od razu mogliśmy zobaczyć korzyści, jest ona łatwa w użyciu, a dzięki naszej mieszalnej z wodą mieszance płynu chłodzącego wynoszącej od 6 do 9 procent, to oczywiście zaoszczędziło nam fortunę, z korzyścią zmniejszonych doładowań i ulepszonego sprzątania. ”
Oprócz oszczędzania chłodziwa zaprojektowanego specjalnie do szwajcarskich tokarek z głowicą przesuwną, Wogaard opracowuje również moduł pojemnika na wióry, który znacznie usprawni instalację systemu.
Jason Hutt podsumowuje: „Wiemy, że zapracowane firmy, takie jak Progressive Technology, zawsze będą starały się znaleźć czas na zamontowanie naszych urządzeń oszczędzających chłodziwo, dlatego projektujemy wyposażenie pomocnicze, aby było to tak szybkie i łatwe, jak to możliwe. Oprócz modułu pojemnika na wióry będziemy również oferować zestawy zindywidualizowanych elementów, więc w razie potrzeby wszystkie złącza rurowe potrzebne do konkretnej obrabiarki zostaną dostarczone wraz z urządzeniem oszczędzającym chłodziwo. ”